|
Стальные двери "Супер-дверь" от компании АТОЛ!
По рекордно низкм ценам! Новые технологии. Гарантии.
Акция Дверь+подарок"!
www.atolcompany.ru
ПВХ КАК ОСОБЫЙ МАТЕРИАЛ
Общие положения
Известно, что ПВХ является одним из старейших пластиков. Он был открыт в 1835 году химиком Регнольдом. Начиная с 1912 года, проводились работы по техническому совершенствованию технологии, и в 1931 году на заводах концерна BASF были получены первые промышленные тонны этого материала.
Причины такого раннего начала его промышленного производства заключались в легком, по ситуации того времени, доступе к исходным продуктам, из которых получают этот материал. До конца 60-х годов ПВХ производился в Германии исключительно на базе собственных сырьевых ресурсов - угля, извести и каменной соли.
Из угля и извести получали ацетилен, а из каменной соли - хлор. Таким образом, исходного материала для производства ПВХ - винилхлорида - было неограниченное количество.
Сегодня, при триумфальном шествии такой отрасли, как нефтехимия, ПВХ, конечно же, производят и из нефтепродуктов. Но 56 % ПВХ, как и прежде, производится из соляной кислоты - продукта, получаемого из каменной соли, и 44% - из этилена, который получают методом так называемого парофазного крекирования с использованием нафты - одного из компонентов нефти.
То есть, производство ПВХ зависит от способа получения целого ряда других исходных материалов.
ПВХ, идущий на производство оконных профилей, выглядит как мелкий белый порошок. И мне бы хотелось в связи с этим рассказать еще об одном белом порошке.
Его в Германии ежегодно производится свыше 7 млн. тонн. Этот белый порошок исключительно взрывоопасен, вызывает аллергию, его предельно допустимая концентрация на рабочем месте ограничивается 6 мг/мЗ. При последующей обработке этого порошка в качестве стабилизаторов используют карбонат и карбамат аммония, они, в свою очередь, распадаются, образуя "вредные" газы - двуокись углерода и аммиак, которые попадают затем в окружающую среду. Далее добавляют стабилизаторы, предохраняющие продукт от плесени, грибков и гнили. Для придания продукту особых свойств в него иногда добавляют даже синильную кислоту. Однако во всех случаях используют такие "опасные" вещества, как хлорид натрия, бутиродиолеин или пальмитодистеарин.
Наверняка вы подумали, что речь идет о каком-то очень опасном веществе, и судя по тому, что мы сейчас о нем услышали, следовало бы поостеречься вдыхать, а тем более глотать этот порошок или продукты, полученные из него.
Но именно это мы и делаем почти каждый день, да еще и с превеликим удовольствием. Ведь мы говорим о столь знакомом нам всем веществе - МУКЕ!
Я привел этот пример не для того, чтобы уклониться от темы ПВХ, а чтобы показать, как легко бывает вселить неуверенность в других людей, употребив всего лишь несколько терминов из области химии, медицины или экологии. Поэтому, если мы не хотим оказаться в роли запуганных, мы с долей недоверия должны выслушивать тех, кто рассказывает нам про "опасные свойства" того или иного продукта. Древесная пыль, как известно, также вызывает раковые опухоли. При горении древесины выделяется, как минимум, 16 видов канцерогенных токсинов, вызывающих раковые опухоли, - начиная с полициклических ароматических углеводородов, таких, как бензопирены, и вплоть до диоксина и печально известного 2.3.7.8-тетрахлордибензо-n-диоксина. Кроме того, выделяются и такие ядовитые вещества, как альдегиды, фенолы и крезолы.
Если бы защитники окружающей среды с такой же активностью, непреклонностью и настойчивостью говорили о древесине как источнике повышенной опасности для окружающей среды и здоровья человека, как они это делают в отношении ПВХ, тогда бы в мире уже сейчас были бы тысячи городов и общин, которые бы объявили себя "зоной свободной от древесины" и в пределах своих возможностей ограничили бы ее потребление.
Но если древесная пыль так вредна, тогда почему же все мы, или по крайней мере работники столярных мастерских, не больны раком поголовно? Это можно объяснить на примере нашего питания: почти все растительные продукты содержат канцерогенные вещества. Так, например, груши, яблоки, виноград, картофель, капуста, сельдерей, а также пряная зелень, например, базилик - все они содержат более 10 пропромилле (миллионная доля) канцерогенных токсинов. Это не те токсины, которые попали в растения извне, а выработанные ими самими в процессе роста, чаще всего для защиты от вредителей. Несмотря на ежедневное употребление этих продуктов питания, человечество вовсе не вымерло, пав жертвой рака. Объясняется это тем, что каждая отдельная клетка человеческого организма в состоянии исправлять ежедневно до 10.000 нарушений в структуре ДНК - а дезоксирибонуклеиновая кислота является носителем человеческой наследственности. Поэтому даже при 10 промилле канцерогенов в наших основных продуктах питания мы еще очень далеки от получения максимально допустимой дозы (МДД).
Однако нам все же следует вернуться к теме ПВХ!
По существующим в Германии законам, содержание в ПВХ канцерогенных винилхлоридов не должно превышать 1 промиле, то есть десятой доли МДД тех самых канцерогенов, которые по меньшей мере содержат натуральные продукты питания. Хотя, как известно, ПВХ не едят. Из него производят изделия, которыми мы пользуемся, и совершенно очевидно, что еще никто после этого не заболел.
Производство ПВХ и основные области его применения
ПВХ, как исходное сырье для изготовления оконного профиля, поступает на производство в виде мелкого белого порошка. Однако без соответствующей предварительной доработки ПВХ еще нельзя использовать как рабочий материал, поэтому его перемешивают с другими добавками до получения однородной смеси и лишь за тем используют для производства конечного продукта. Такими добавками являются:
стабилизаторы, смягчители, полимерные вспомогательные реагенты, наполнители, пластификаторы и, при необходимости, пигменты.
Выбор соответствующей добавки в каждом конкретном случае обусловлен технологией дальнейшей обработки, требованиями к готовому изделию. С одной стороны, сама дальнейшая обработка ПВХ вообще возможна лишь при наличии в нем добавок; с другой стороны, эти добавки решающим образом влияют на конечные свойства готового изделия из ПВХ. Так, например, из одного и того же исходного материала путем добавки различных компонентов можно получить или тончайшую пленку для упаковки пищевых продуктов, или толстостенную водопроводную трубу.
Долговечность ПВХ
Проведенные исследования показали, что окна из древесины мягких пород по прошествии примерно 15 лет должны быть отреставрированы или полностью заменены, поскольку:a)деревянные рамы подгнивают в критических местах;б)стеклопакеты становятся мутными и запотевают от попавшей внутрь воды;в)фурнитура уже не соответствует современным требованиям;г)уплотнения становятся хрупкими и нет возможности их заменить.
У оконных рам из древесины твердых пород или из ПВХ срок службы оценивается в среднем в 30 лет.
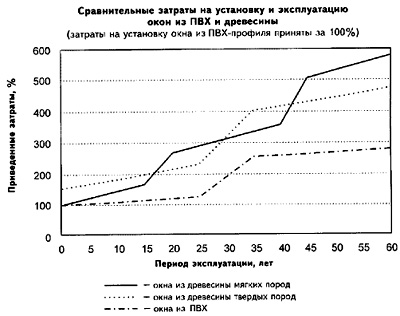
Непрерывно растущие затраты на поддержание окон из мягкой или твердой древесины в рабочем состоянии связаны с необходимостью их периодической покраски. Еще несколько лет назад управляющий одного крупного жилищно-строительного кооператива провел исследование, связанное с вопросами финансирования жилищного строительства. Свой отчет он закончил следующими словами:
"Мы считаем использование пластиковых оконных профилей в жилищном строительстве лучшим решением, которое оправдано еще и с экологической точки зрения".
В другом жилищно-строительном кооперативе на основании данных, собранных за 15 лет был сделан расчет, который показал, что окна из ПВХ, при низкой цене, являются еще и самыми дешевыми при их обслуживании (см. график).
Кроме того, оконные профили из ПВХ пригодны для вторичной переработки. В Германии повсеместно действует соответствующая система сбора и утилизации ПВХ, и уже можно встретить сертифицированные оконные профили, полученные из вторичного материала. Они по своему качеству ничуть не хуже профилей, полученных из первичного материала. Таким образом, профильная оконная рама из ПВХ по многим показателям превосходит деревянную оконную раму.
Производство профилей
В Германии оконные профили из ПВХ производят исключительно из ударовязкого модифицированного ПВХ. При этом речь всегда идет о системе конструктивно увязанных между собой элементов, которая включает в себя основные и вспомогательные профили. Основными профилями считаются профили створок и рам, стойки и ригели (импосты). К вспомогательным профилям относятся: стекольные штапики, накладки, соединительные элементы, направляющие, короба для свертывающихся жалюзи и подоконники.
Благодаря своей довольно высокой температуроустойчивости, малой склонности к усадке и короблению, относительно низкой энтальпии плавления и широкому диапазону размягчения, ПВХ идеально подходит для изготовления сложных профилей методом экструзии.
В Германии в 1996 году было произведено порядка 12,5 млн пластиковых оконных блоков. При этом было израсходовано примерно 240 000 тонн смеси ПВХ и добавок, или 205 000 тонн чистого ПВХ.
Примерно 100 000 тонн ПВХ ушло на экспорт в виде профилей или готовых изделий. При средней массе основного профиля 1,3 кг/м и доли основных профилей в потоке всех производимых около 85%, что эквивалентно общей длине основных профилей 220 000 км. При средней скорости движения обрабатываемого материала через приемные тянущие валки (скорости прохода) 2,5 м/мин или 0,15 км/ч, это соответствует 1,5 млн. рабочих часов. Экструдер, производящий створку или раму (являющимися основными профилями), в год работает в среднем 7 000 часов; следовательно, все указанное количество оконных профилей можно было бы изготовить примерно на 215 экструдерах. Примерно такое же количество экструдеров требуется для экструзии дополнительных, вспомогательных профилей, поэтому есть все основания предположить, что в Германии только для производства оконных профилей из ПВХ должно работать около 450 экструдеров. Для компенсации простоев, необходимых для ремонта экструдеров, их парк вместе с резервом должен составлять порядка 500 единиц.
Оборудование
Любая поточная линия для производства оконных профилей методом экструзии состоит из экструдера, фильеры, калибровочного охладительного элемента, калибровочного стола с вакуумным насосом, приемных тянущих валков, пилы, профилеукладчика и устройства для упаковки готовой продукции.
Функция экструдера состоит в том, чтобы, обеспечивая подачу смеси ПВХ и, преобразовывая ее в однородный расплав, формировать профиль с заданными геометрическими параметрами.
На двухшнековых экструдерах оконные ПВХ-профили производятся чаще всего из порошка и очень редко из гранулята.
В зависимости от массы ПВХ-про-филя определяют необходимую пропускную мощность экструдера. Пропускная способность системы 300-500 кг/ч является обычным техническим уровнем на сегодняшний день и соответствует скорости выпуска профиля от 3 до 5 м/мин. Правда, уже сейчас можно проследить тенденцию к повышению пропускной способности фильеры до 700 кг/ч, что соответствует скорости выхода профиля около 10 м/мин. При этом число оборотов шнека должно быть предельно низ-ким - во избежание локальных перегревов расплава, вызванных фрикционными процессами. Температура расплава при высоком давлении (150-300 бар) должна составлять 180-200 0С, которая обеспечивает оптимальную пластификацию формовочной массы. Вязкость ПВХ-расплава должна быть достаточно низкой, чтобы обеспечивать правильную отформовку профиля в головке экструдера, и достаточно высокой, чтобы расплав обладал оптимальной жесткостью на входе в первый калибровочный элемент.
Подача порошка или гранулята осуществляется через воронку экструдера. Устройства с цилиндрическими шнеками раньше работали при полной загрузке воронки, и, при каждом обороте шнека в систему поступал фиксированный объем ПВХ-массы. Экструдеры с коническими шнеками традиционно оснащали специальными дозирующими устройствами. Что позволяло при каждом обороте шнека дискретно регулировать пропускную способность системы. Сегодня прослеживается четкая тенденция к оснащению уже и цилиндрических экструдеров гравиметрическими дозирующими устройствами - для более точного регулирования и контроля пропускной способности экструдера, что, в конечном итоге, обеспечивает более высокое и стабильное качество профилей.
Технологические этапы
Процесс производства оконных ПВХ-профилей состоит из отдельных технологических этапов. Пластификация формовочной массы происходит в экструдере, отформовка и охлаждение - в фильере - головке экструдера и калибровочно-охладительном элементе, проход отформованных профилей через эти устройства обеспечивают приемные тянущие валки, а отрезку профилей на мерные длины - режущее устройство.
Стабилизация
Стабилизация первых полученных ПВХ-профилей для повышения атмосферостойкости осуществлялась с использованием солей бария-кадмия, а модифицированный ПВХ становилсяя ударовязкиим и легко поддавался последующей обработке.
Замена прежних ударовязких компонентов сополимерами этилена с винилацетатом, а позже полимерным акриловым эфиром дало возможность использовать в качестве стабилизаторов ПВХ соединения свинца. Это имело как свою техническую, так и коммерческую выгоду. ПВХ-смесь, стабилизированную свинцом, было легче изготавливать, поскольку так называемую "готовую смесь" в упаковке поставляли фирмы-производители сырья, и затраты на стабилизацию ПВХ с использованием свинца были ниже, чем при использовании бария и кадмия. Такая готовая смесь очень удобна, потому что в ней содержатся сразу все нужные компоненты - стабилизаторы и смягчители (внутренние смазки) в нужной пропорции. Следовательно, их подача в экструдер может осуществляется полностью автоматически и обслуживающий персонал не подвержен риску ошибок в рецептуре.
Соединения свинца надежно связаны в композиции ПВХ-профиля, и с биологической точки зрения их как бы и нет вообще. Если кому-то и придет в голову полизать профиль, это не повредит его здоровью. В Германии ПВХ-трубы, стабилизированные соединениями свинца, уже более 30 лет используются для подачи питьевой воды. Трудно представить, что при существовании хоть малейшей опасности для здоровья, питьевую воду - продукт, за качеством которого следят особенно пристально, разрешили бы перекачивать по таким трубам. Поэтому ни с медицинской, ни с научной, ни с экологической точки зрения нет никаких оснований отказываться от использования свинца в качестве стабилизатора при изготовлении оконных ПВХ-профилей.
Однако, когда стало известно о вредном воздействии соединений свинца для плода будущей матери, стабилизаторы ПВХ все более стали подвергаться критике со стороны общественности.
Фирмам-производителям стабилизаторов пришлось отреагировать на это, и через относительно короткий отрезок времени они вышли на рынок с новой системой стабилизации ПВХ-профилей на базе кальция и цинка.
В таких системах изначально плохую термостабильность присутствующих в них карбоксилатов кальция и цинка (а это, в частности, стеараты, лаураты, бензоаты) поднимают до нужного уровня, добавляя в систему неорганические (природные и синтетические цеолиты, гидроксифосфит кальция и алюминия) и органические добавочные стабилизаторы (например, 1,3-дикетоны, ацетилацетонат кальция) и др. Если теперь добавить в систему еще и смягчители (внутренние смазки), то стабилизация на базе кальция и цинка будет выглядеть скорее всего как "аптека после взрыва". Но, пожалуйста, не надо впадать в панику, услышав несколько терминов из области химии, - вспомните-ка лучше о муке!
Эти добавочные стабилизаторы более дорогостоящие по сравнению с традиционными соединениями свинца. Поэтому рецептура оконных ПВХ-профилей на базе кальция и цинка на сегодняшний день примерно на 0,20 DM/кг дороже традиционной рецептуры на базе свинца. На эти затраты накладываются расходы, связанные с техническим переоснащением производства, расширением вдвое складского хозяйства, усложнением перехода на новую технологию. Профили, стабилизированные кальцием-цинком, обладают безупречными качественными характеристиками. Их стойкость к атмосферным воздействиям исключительна, и в повседневной эксплуатации они безупречны, проблем, связанных с утилизацией, так же, как и у про-филей, стабилизированных свинцом, не существует вообще. В процессе вторичной переработки их можно смешивать с составами других рецептур.
Фирмы, производящие стабилизаторы, могли бы уже в короткий срок получить полный объем заказов, связанных с "вынужденным" переводом всей технологии на кальций-цинк. То есть, полному отказу от использования стабилизаторов на базе свинца ничего бы не мешало, если бы потребители были готовы взять на себя все связанные с этим дополнительные расходы. Но еще раз надо указать на то, что ни с технической, ни с экологической, ни с медицинской точек зрения никакой необходимости полного перехода на технологию стабилизации ПВХ с использованием кальция и цинка нет.
Доктор Экхард Рерль (Карлсберг, Германия)
|
| Реклама |
|
|
|
|
|
| Опыт чужих ошибок |
|
Действительно, их (окон) много. Но разобраться в этом многообразии не так сложно...
Подробнее >>
|
| Чистка окон |
|
Окна из ПВХ-профилей отличаются высокой плотностью всех соединений и в закрытом состоянии пропускают очень мало воздуха...
Подробнее >>
|
|
|